2-250 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
First, set the same tool offset data to the tool wear
offset Nos. 01 and 11. After cutting a workpiece,
measure the dimensions and adjust the tool wear off-
set data so that the dimensions can be finished
within the specified tolerance.
En primer lugar, ajuste los datos de corrección de herramienta
a los números de corrección del desgaste de herramienta 01 y
11. Una vez que haya cortado una pieza, mida las dimensio-
nes y ajuste los datos de corrección del desgaste de herra-
mienta para que puedan finalizarse las dimensiones dentro de
la tolerancia especificada.
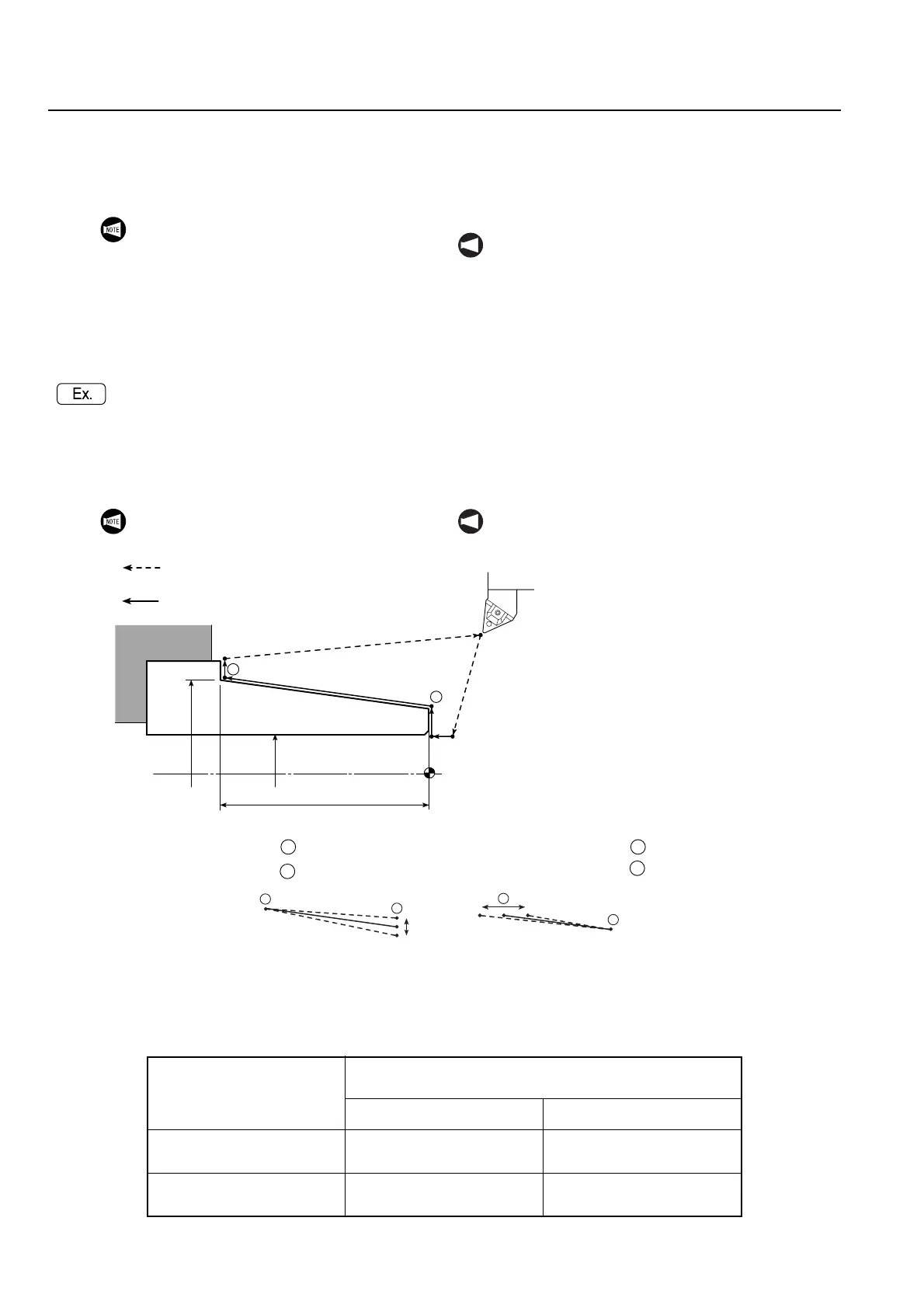
Specifying the tool wear offset (3) (Adjusting a
taper angle)
It is possible to adjust the finished taper using the
results obtained from checks of the contact between
the cut taper and the gage.
Especificación de corrección de desgaste de herramienta
(3) (Ajuste un ángulo cónico)
Se puede ajustar el roscador de acabado usando los resulta-
dos obtenidos en las verificaciones del contacto entre el ros-
cador de corte y el calibrador.
<To Adjust the Taper Angle>
• Change the X Value of
• Change the Z Value of
<Para ajustar el ángulo del roscador>
• Cambie el valor X del
• Cambie el valor Z del
Using the tool specified in block (a), ordinary offset
for dimensions is made.
Using the tool specified in block (b), taper angle is
adjusted.
This is summarized in the table below.
Usando la herramienta especificada en el bloque (a), se aplica
la corrección normal para las dimensiones.
Usando la herramienta especificada en el bloque (b), se
ajusta el ángulo del roscador.
Esto se resume en la tabla que aparece a continuación.
1. For first cutting, set the same tool wear off-
set data for the tool wear offset Nos. 01
and 11.
2. For the offset data in the Z-axis of the two
tool wear offset number, always set the
same offset data.
NOT A
1. Para realizar el primer corte, ajuste los datos de
corrección del desgaste de esta herramienta para
los números de corrección del desgaste de herra-
mienta 01 y 11.
2. Para los datos de corrección del eje Z del número
de corrección del desgaste de las dos herramien-
tas, ajuste siempre los mismos datos de correc-
ción.
This feature cannot be used with headstock 2
specifications.
NOT A
Esta función no podrá utilizarse con las
especificaciones de cabezal fijo 2.
120
106.37
+0.01
0
45
φ
φ
1
2
Taper 1/4
Roscador 1/4
Rapid Traverse
Avance rápido
Cutting Feed
Avance cortante
O1;
N1;
G50 S2000;
G00 T0101; . . . . . . . . . . . . . . . . . . . (a)
G96 S180 M03;
X40.0 Z20.0 M08;
G01 Z0 F1.0;
X76.375 F0.2;
X106.375 Z-120.0 T0111 F0.05; . . . (b)
X130.0 F0.25;
G00 X250.0 Z100.0 M09;
M01;
1
2
1
2
1
1
2
2
Offset Direction
Dirección de corrección
Tool Wear Offset Data
Datos de corrección del desgaste de la herramienta
01 11
X
0.196 mm
0,196 mm
0.199 mm
0,199 mm
Z
0.270 mm
0,270 mm
0.270 mm
0,270 mm
 Loading...
Loading...