2-251MACHINE OPERATIONS OPERACIONES DE MECANIZADO
First, set the same tool offset data to the tool wear
offset Nos. 01 and 11. After cutting a workpiece,
measure the dimensions and adjust the tool wear off-
set data so that the dimensions can be finished
within the specified tolerance.
En primer lugar, ajuste los datos de corrección de herramienta
a los números de corrección del desgaste de herramienta 01 y
11. Una vez que haya cortado una pieza, mida las dimensio-
nes y ajuste los datos de corrección del desgaste de herra-
mienta para que puedan finalizarse las dimensiones dentro de
la tolerancia especificada.
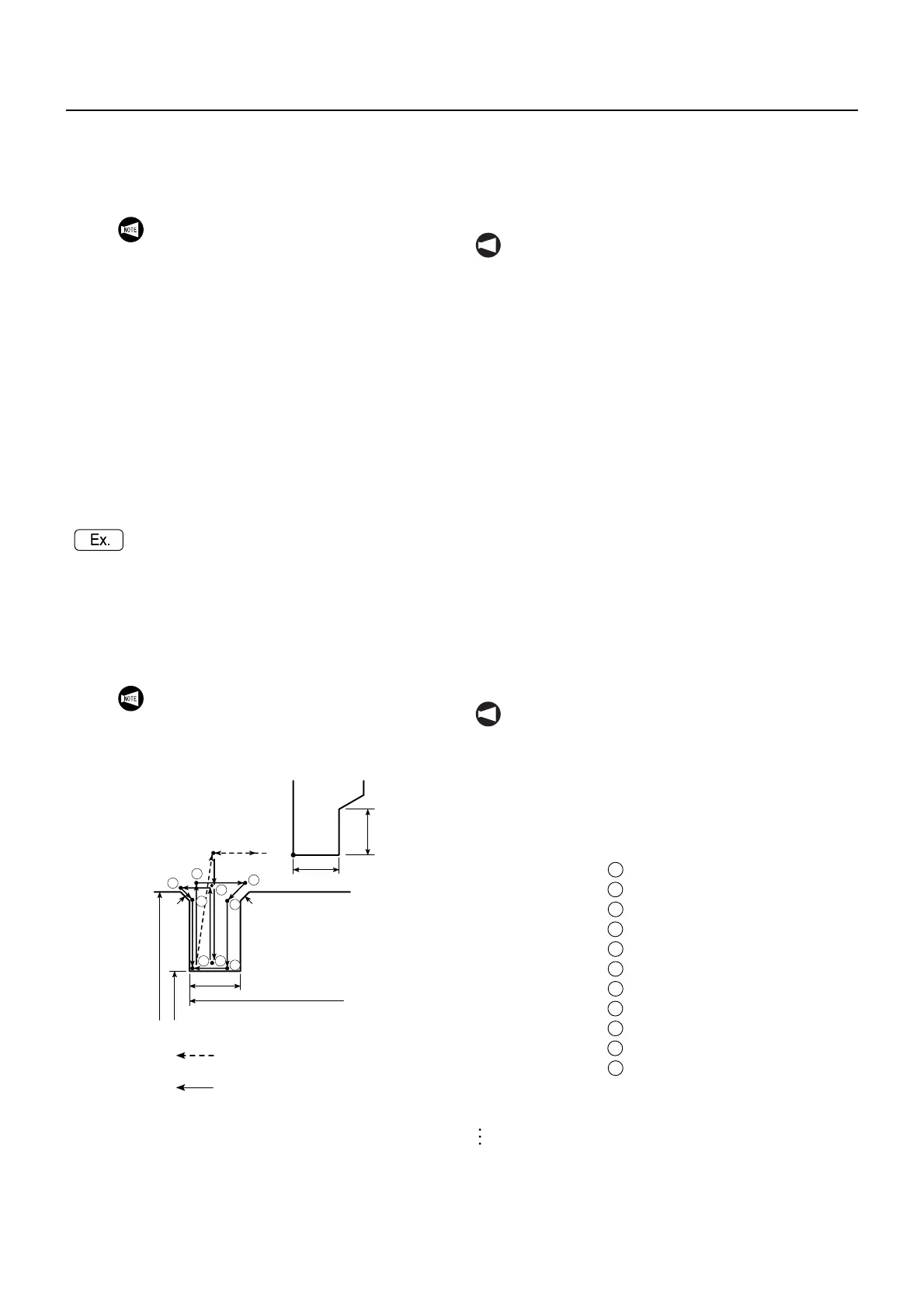
Specifying the tool wear offset (4) (Adjusting the
groove width)
In a grooving operation, the cut groove width might
fall outside the specified tolerance due to tool wear.
To offset, the groove width can be adjusted by setting
different tool wear offset data for the right side wall
and for the left side wall.
Especificación de la correción del desgaste de la
herramienta (4) (Ajuste del ancho de la ranura)
En una operación de ranurado, el ancho de la ranura cortado
podría encontrarse fuera de la tolerancia especificada debido
al desgaste de la herramienta. Para corregirlo, el ancho de la
ranura podrá ajustarse ajustando unos datos de corrección
del desgaste de herramienta distintos para la pared del lado
derecho y para la pared del lado izquierdo.
1. For first cutting, set the same tool wear off-
set data for the tool wear offset Nos. 01
and 11.
2. Specify the new offset data (11) without
canceling the existing offset data (01).
3. Specify the new offset number (11) at the
taper cutting command point.
4. Since either of the X or Z offset data of the
two tool wear offset numbers is taken as
the reference of the taper, always specify
the same data for both offset numbers (01,
11).
5. The program is created assuming that tool
nose radius is R0.
NOT A
1. Para realizar el primer corte, ajuste los datos de
corrección del desgaste de esta herramienta para
los números de corrección del desgaste de herra-
mienta 01 y 11.
2. Especifique los nuevos datos de corrección (11)
sin cancelar los datos de corrección existentes
(01).
3. Especifique el nuevo número de corrección (11)
del punto de instrucción de corte del roscador.
4. Dado que los datos de corrección de X o Z de los
dos números de corrección del desgaste de las
dos herramientas se tomarán como la referencia
del roscador, especifique siempre los mismos
datos para ambos números de corrección (01,
11).
5. El programa se crea considerando que el radio
de la nariz de la herramienta es R0.
This feature cannot be used with headstock 2
specifications.
NOT A
Esta función no podrá utilizarse con las
especificaciones de cabezal fijo 2.
6
20
5
C1
C1
5
100
95
7
6
3
4
5
9
2
8
1
φ
φ
Rapid Traverse
Avance rápido
Cutting Feed
Avance cortante
O1;
N1;
G50 S500;
G00 T0101; . . . . . . . . . . . . . . . . . . (a)
G96 S80 M03;
X110.0 Z20.0 M08;
G01 Z−19.5 F2.0;
X102.0; . . . . . . . . . . . . . . . .
X95.1 F0.1;. . . . . . . . . . . . .
X102.0 F0.5;. . . . . . . . . . . .
Z−22.0; . . . . . . . . . . . . . . . .
X98.0 Z−20.0 F0.07;. . . . . .
X95.0;. . . . . . . . . . . . . . . . .
X102.0 W0.1 F0.5; . . . . . . .
Z−17.0 F1.0 T0111; . . . . . . (b)
X98.0 Z−19.0 F0.07;. . . . . .
X95.0;. . . . . . . . . . . . . . . . .
Z−20.0 T0101 F0.1; . . . . . . (c)
G00 X110.0 W0.5;
Z20.0;
X150.0 Z100.0;
1
2
1
3
4
5
6
7
8
9
5
 Loading...
Loading...