2-252 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
Using the tool specified in blocks (a) and (c), ordinary
offset for dimensions is made.
Using the tool specified in block (b), groove width is
adjusted.
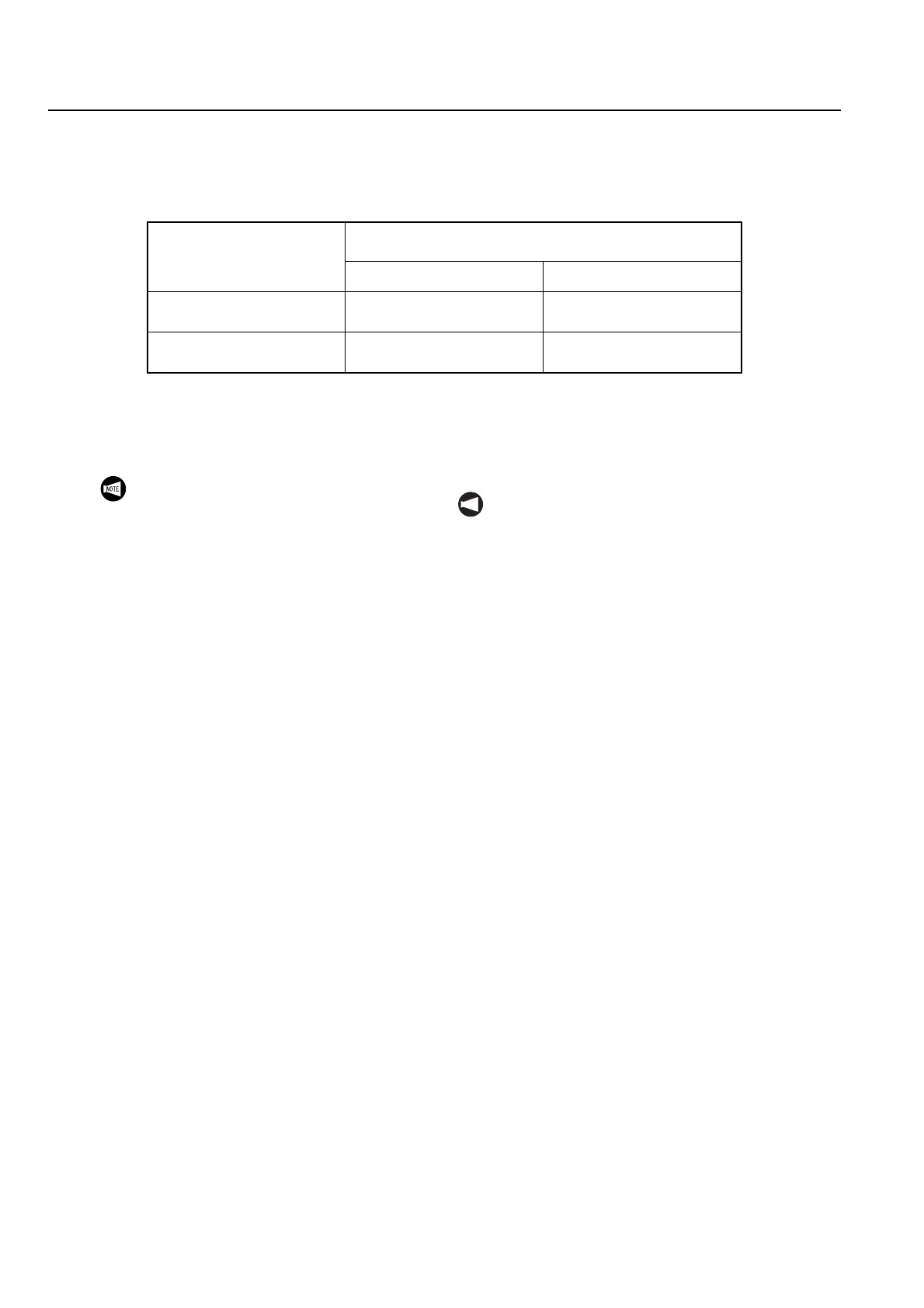
This is summarized in the table below.
Al usar la herramienta especificada en los bloques (a) y (c), se
aplica una corrección normal de las dimensiones.
Usando la herramienta especificada en el bloque (b), se
ajusta el ancho de la ranura.
Esto se resume en la tabla que aparece a continuación.
First, set the same tool offset data to the tool wear
offset Nos. 01 and 11. After cutting a workpiece,
measure the dimensions and adjust the tool wear off-
set data so that the dimensions can be finished
within the specified tolerance.
En primer lugar, ajuste los datos de corrección de herramienta
a los números de corrección del desgaste de herramienta 01 y
11. Una vez que haya cortado una pieza, mida las dimensio-
nes y ajuste los datos de corrección del desgaste de herra-
mienta para que puedan finalizarse las dimensiones dentro de
la tolerancia especificada.
Offset Direction
Dirección de corrección
Tool Wear Offset Data
Datos de corrección del desgaste de la herramienta
01 11
X
0.160 mm
0,160mm
0.160 mm
0,160 mm
Z
0.325 mm
0,325 mm
0.315 mm
0,315 mm
1. For first cutting, set the same tool wear off-
set data for the tool wear offset Nos. 01
and 11.
2. Specify the new offset data (11) without
canceling the existing offset data (01).
3. Specify the new offset number (11) in the
block where Z-axis movement (Z−17.0) is
specified at the position the cutting tool
has released from the workpiece.
4. For the X offset data, specify the same
data for both offset numbers (01, 11).
5. The program is created assuming that tool
nose radius is R0.
NOT A
1. Para realizar el primer corte, ajuste los datos de
corrección del desgaste de esta herramienta para
los números de corrección del desgaste de herra-
mienta 01 y 11.
2. Especifique los nuevos datos de corrección (11)
sin cancelar los datos de corrección existentes (01).
3. Especifique el nuevo número de corrección (11)
en el bloque donde se especifica el movimiento
del eje Z (Z−17.0) en la posición en la que la
herramienta de corte libera la pieza.
4. Para los datos de corrección X, especifique los
mismos datos para ambos números de correc-
ción (01, 11).
5. El programa se crea considerando que el radio
de la nariz de la herramienta es R0.
 Loading...
Loading...