2-277MACHINE OPERATIONS OPERACIONES DE MECANIZADO
1
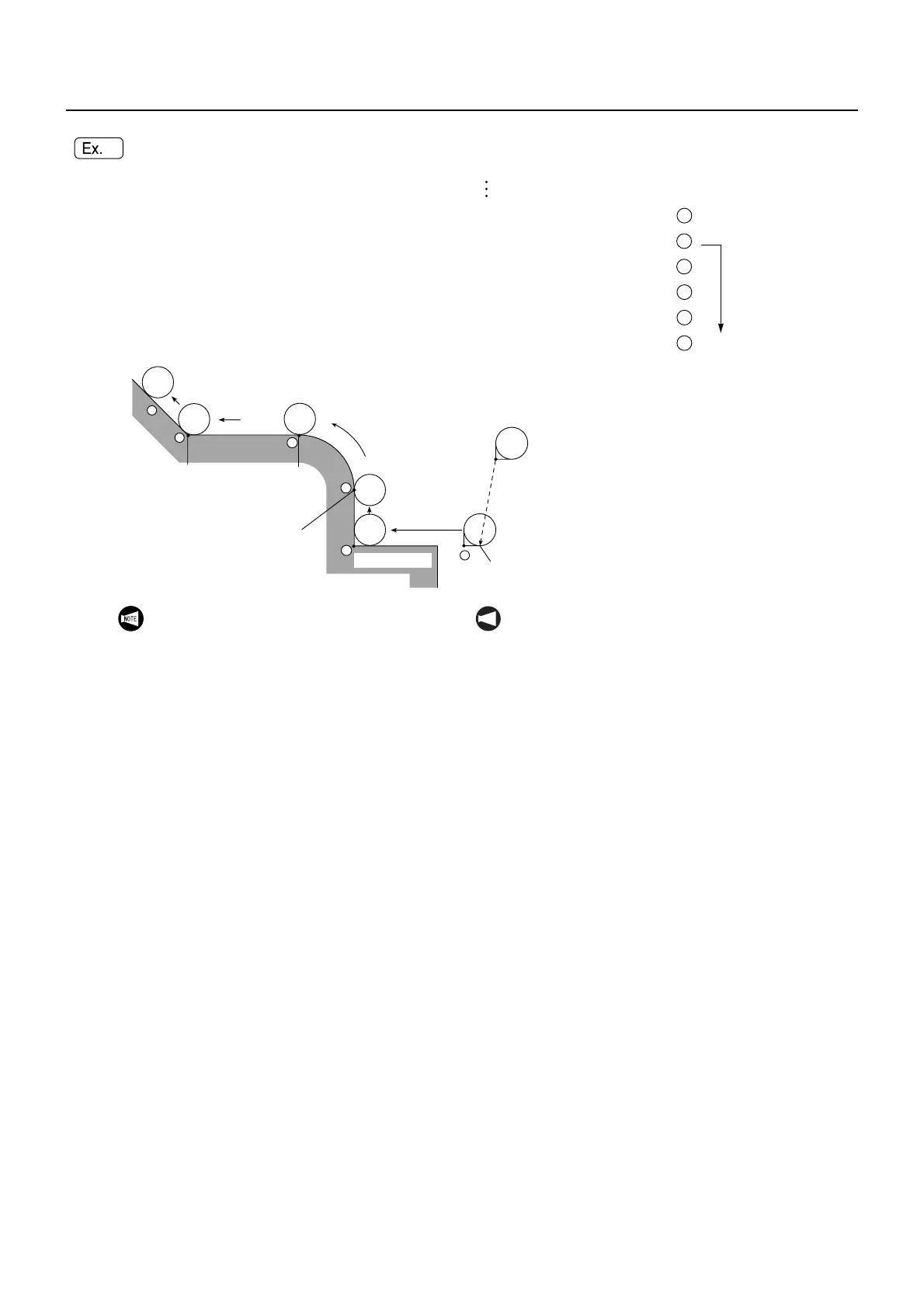
G42(G46) G00 X70.0 Z20.0; . . . . . . . (Start-up) (Comienzo)
G01 Z−20.0 F_ ; . . . . . . . . . . . . . . . .
X80.0; . . . . . . . . . . . . . . . . . . . . . . . .
G03 X100.0 Z−30.0 R10.0; . . . . . . . . Offset mode
G01 Z−45.0;. . . . . . . . . . . . . . . . . . . . Modo de corrección
X_ Z_ ; . . . . . . . . . . . . . . . . . . . . . . .
(
1
2
3
4
5
6
1
2
3
4
5
6
(X70.0, Z20.0)
(X70.0, Z−20.0)
(X80.0, Z−20.0)
(X100.0, Z−30.0)
(X100.0, Z−45.0)
1. In the offset mode, specification of the fol-
lowing is not allowed. If such blocks or M
code is specified in a program, it will cause
excessive or insufficient cutting. It will also
cause overload to a cutting tool to be dam-
aged.
• Continuously specified four or more
blocks not containing an axis
movement command, but only with
an M, S, or T code, or G04 dwell
command, for example.
• The M code (M00, M01, M02, M30)
with which buffering is not allowed.
2. In the automatic tool offset mode (G41,
G42, G46), if the same G code as the one
specified to call up the present automatic
tool nose radius offset mode is specified
again, it is disregarded.
3. While in the G46 mode, it is possible to
change the G code mode to G41 or G42.
In this changeover of the G code mode,
designation of the G40 command is not
necessary.
4. Do not specify the G31 (skip) command in
the automatic tool nose radius offset
mode. An alarm message (P608) is dis-
played on the screen if a skip command is
specified in the automatic tool nose radius
offset mode.
5. Do not specify the G code (G74, G75,
G76) that calls up a multiple repetitive
cycle or the G code (G83, G85, G87, G89)
that calls up a hole machining canned
cycle in the automatic tool nose radius off-
set mode. An alarm message (P155) is
displayed if a multiple repetitive cycle or a
hole machining canned cycle is called up
in the automatic tool nose radius offset
mode.
NOT A
1. Las siguientes especificaciones no están autori-
zadas en el modo de corrección. Si se especifica
uno de estos bloques o el código M en un pro-
grama, se producirá un corte excesivo o insufi-
ciente. Igualmente, se causará una sobrecarga
en la herramienta de corte, lo que podría causar
desperfectos en la misma.
• La especificación sucesiva de cuatro o más
bloques que no contengan un comando de
movimiento del eje, sino únicamente con un
código M, S oT; o por ejemplo, un comando
de pausa G04.
• El código M (M00, M01, M02, M30) con el
que no se permite el almacenamiento en la
memoria temporal.
2. En el modo de corrección automática de la herra-
mienta (G41, G42, G46), si se especifica de
nuevo el mismo código G ya empleado para lla-
mar al modo de corrección del radio de nariz de
herramienta automática, éste se ignorará.
3. Mientras la máquina se encuentra en el modo
G46, se puede cambiar el modo de códigos G a
G41 o G42. En este cambio del modo del código
G, no es preciso designar el comando G40.
4. No especifique el comando G31 (de salto) en el
modo de corrección del radio de nariz de herra-
mienta automática. De lo contrario, se visualizará
en pantalla un mensaje de alarma (P608).
5. No especifique el código G (G74, G75, G76) que
llama a un ciclo repetitivo múltiple o el código G
(G83, G85, G87, G89) que llama a un ciclo fijo de
mecanizado de orificios en el modo de corrección
del radio de nariz de herramienta automática. Se
visualiza un mensaje de alarma (P155) si un ciclo
repetitivo múltiple o un ciclo fijo de mecanizado
de orificios son llamados durante el modo de
corrección del radio de nariz de herramienta auto-
mática.
 Loading...
Loading...