2-302 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
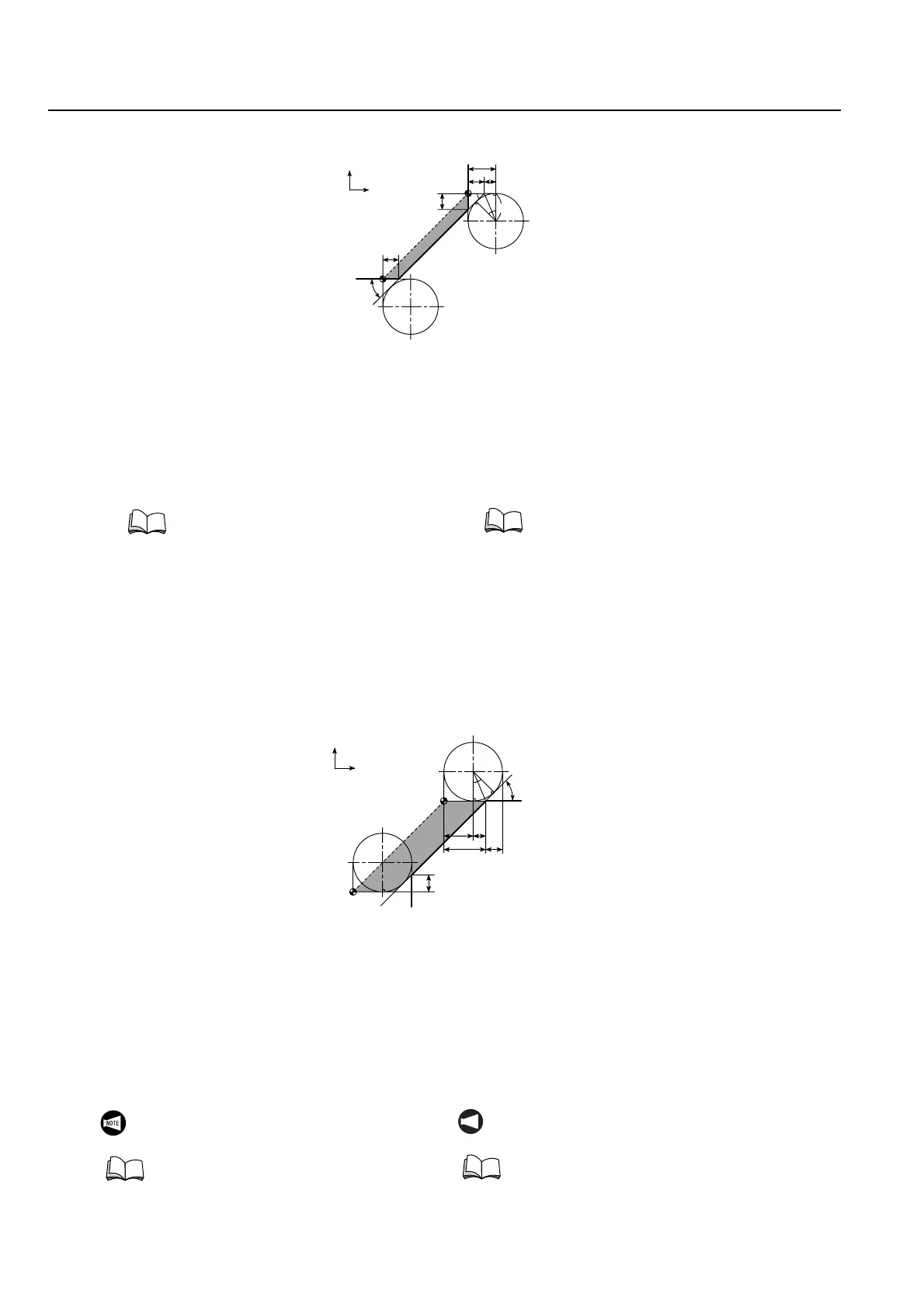
<I.D. Taper Cutting> <Corte cónico de D.I.>
<Calculating Xc and Zc>
• Offset data, X-axis
Xc = Zc × tanθ
= Rn × {1 − tan(θ/2)} × tanθ
. . . . . . . . . . . . . . . . . . . Formula 1
• Offset data, Z-axis
Zc = Rn − a = Rn − Rn × tan(θ/2)
= Rn × {1 − tan(θ/2)} . . . Formula 2
<Cálculo de Xc y de Zc>
• Datos de corrección, eje X
Xc = Zc × tanθ
= Rn × {1 − tan(θ/2)} × tanθ . . . .Fórmula 1
• Datos de corrección, eje Z
Zc = Rn − a = Rn − Rn × tan(θ/2)
= Rn × {1 − tan(θ/2)} . . . . . . . . .Fórmula 2
2. For overcutting
The additional movement along an axis required
to eliminate overcut portions is called the offset
data or additional cutting amount.
The following shows the diagrams and formulas
used to calculate the offset data Xc and Z'c
required to eliminate undercutting.
2. Para sobrecorte
El movimiento adicional a lo largo de un eje requerido
para eliminar las partes de sobrecorte se denomina
datos de corrección o cantidad de corte adicional.
A continuación se muestran los diagramas y las
fórmulas empleadas para calcular los datos de
corrección Xc y Zc requeridos para eliminar el infracorte.
<O.D. Taper Cutting> <Corte cónico de D.E.>
<Calculating Xc and Z'c>
• Offset data, X-axis
Xc = Zc × tanθ
= Rn × {1 − tan(θ/2)} × tanθ
. . . . . . . . . . . . . . . . . . . Formula 1
• Offset data, Z-axis
Z'c = Rn + a
= Rn × {1 + tan(θ/2)} . . . Formula 2
Or
Z'c = 2 × Rn − Zc. . . . . . . . . Formula 2'
<Cálculo de Xc y de Z'c>
• Datos de corrección, eje X
Xc = Zc × tanθ
= Rn × {1 − tan(θ/2)} × tanθ . . . .Fórmula 1
• Datos de corrección, eje Z
Z'c = Rn + a
= Rn × {1 + tan(θ/2)} . . . . . . . . . Fórmula 2
O
Z'c = 2 × Rn − Zc . . . . . . . . . . . . . . Fórmula 2'
Zc
Zc a
Rn
/2
/2
Xc
Rn
+Z
+X
θ
θ
θ
θ
Rn: Radio de la nariz de la
herramienta
Xc: Datos de corrección del eje X
Zc: Datos de corrección del eje Z
θ: Ángulo de el roscador, medido
desde el eje Z
Rn: Tool Nose Radius
Xc: Offset Data, X-Axis
Zc: Offset Data, Z-Axis
θ: Taper Angle, Measured
from the Z-Axis
The offset data calculated using the for-
mulas 1 and 2 is summarized in the
table in "Manual Offset Data Table"
(page 2-313) in this chapter.
Los datos de corrección calculados usando las
fórmulas 1 y 2 se resumen en la tabla "Tabla de
datos de corrección manual" (página 2-313) del
presente capítulo.
Zc
a
Z
’
c
/2
/2
Xc
Rn
+Z
+X
θ
θ
θ
Rn: Radio de la nariz de la herramienta
Xc: Datos de corrección del eje X
Z'c: Datos de corrección, eje Z (cantidad
de corte adicional)
Zc: Datos de corrección para el ángulo θ
(datos en la tabla de datos de
corrección)
θ: Ángulo de el roscador, medido
desde el eje Z
Rn: Tool Nose Radius
Xc: Offset Data, X-Axis
Z'c: Offset Data, Z-Axis (Additional Cut-
ting Amount)
Zc: Offset Data for angle θ (data in off-
set data table)
θ: Taper Angle, Measured from the Z-
Axis
To use the offset data table, use the formula 2'
to calculate the offset data.
The offset data Xc, calculated using formula
1, and the temporary offset data Zc, used
for calculating the offset data Z'c by formula
2' are summarized in the table in "Manual
Offset Data Table" (page 2-313) in this
chapter.
NOT A
Para utilizar la tabla de datos de corrección, utilice la
fórmula 2' para calcular los datos de corrección.
Los datos de corrección Xc, calculados mediante
la fórmula 1, y los datos de corrección Zc tempora-
les, usados para calcular los datos de corrección
Z'c mediante la fórmula 2', se resumen en la tabla
de "Tabla de datos de corrección manual" (página
2-313) del presente capítulo.
 Loading...
Loading...