2-305MACHINE OPERATIONS OPERACIONES DE MECANIZADO
16-2-3-2 Calculating Coordinate Values
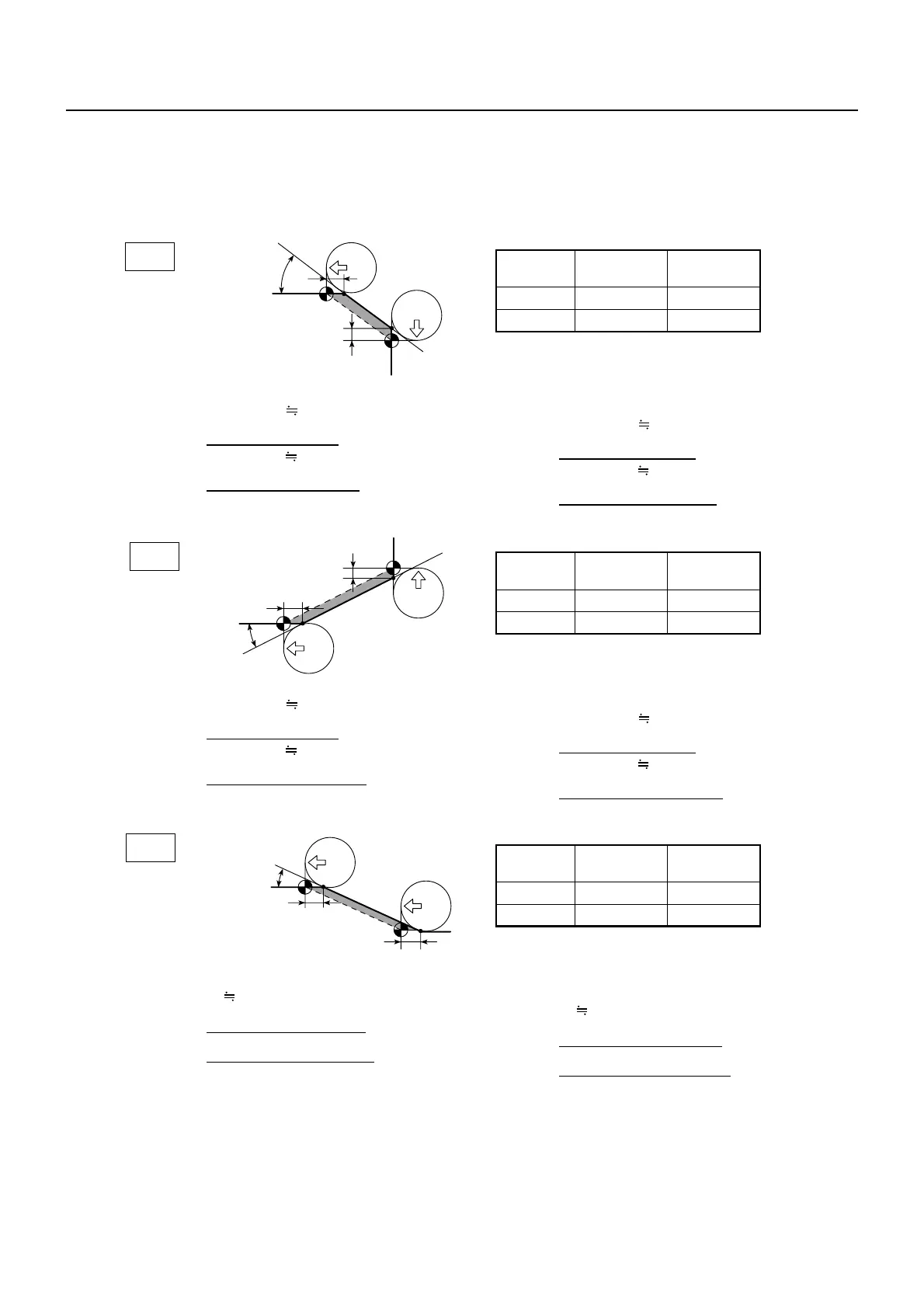
Cálculo de los valores de coordenadas
To obtain the coordinate values of the individual axes
when the tool nose radius is Rn = 0.8.
Para obtener los valores de coordenadas de los ejes indivi-
duales cuando el radio de la nariz de la herramienta es Rn =
0.8.
θ = 40° Rn = 0.8
θ = 40° Rn = 0,8
Xc and Zc are found in the offset data table:
Point c: Xc = 0.4269 0.427
X= 50.0 − (2 × 0,427) = 49.146
Point c (X49.146, Z0)
Point d: Zc = 0.5088 0.509
Z = −5.96 − 0.509 = −6.469
Point d (X60.0, Z-6.469)
Xc y Zc se encuentran en la tabla de datos de
corrección:
Punto c: Xc = 0,4269 0,427
X = 50,0 − (2 × 0,427) = 49,146
Punto c (X49.146, Z0)
Punto d: Zc = 0,5088 0,509
Z = −5,96 − 0,509 = −6,469
Punto d (X60.0, Z-6.469)
θ = 30° Rn = 0.8
θ = 30° Rn = 0,8
Xc and Zc are found in the offset data table:
Point c: Xc = 0.3381 0.338
X = 50.0 + (2 × 0.338) = 50.676
Point c (X50.676, Z0)
Point d: Zc = 0.5856 0.586
Z = −6.0 − 0.586 = −6.586
Point d (X43.08, Z−6.586)
Xc y Zc se encuentran en la tabla de datos de
corrección:
Punto c: Xc = 0,3381 0,338
X = 50,0 + (2 × 0,338) = 50,676
Punto c (X50.676, Z0)
Punto d: Zc = 0,5856 0,586
Z= −6,0 − 0,586 = −6,586
Punto d (X43.08, Z−6.586)
θ = 25° Rn = 0.8
θ = 25° Rn = 0,8
Zc is found in the offset data table:
Zc = 0.6226 0.623
Point c: Z = −10.0 − 0.623 = −10.623
Point c (X50.0, Z
−10.623)
Point d: Z = −30.0 − 0.623 = −30.623
Point d (X68.65, Z−30.623)
Zc se encuentra en la tabla de datos de correc-
ción:
Zc = 0,6226 0,623
Punto c: Z = −10,0 − 0,623 = −10,623
Punto c (X50.0, Z
−10.623)
Punto d: Z = −30,0 − 0,623 = −30,623
Punto d (X68.65, Z−30.623)
40°
Zc
d
Xc
c
a
b
1-A
Point
Punto
XZ
a
50.0 0
b
60.0 −5.96
Xc
c
Zc
d
30°
b
a
1-B
Point
Punto
XZ
a
50.0 0
b 43.08 −6.0
Zc
Zc
25°
b
d
c
a
2-A
Point
Punto
XZ
a
50.0 −10.0
b
68.65 −30.0
 Loading...
Loading...