2-328 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
4) Calculate the X coordinate value of point D. 4) Calcule el valor de la coordenada X del punto D.
Therefore, the coordinate value of point D is:
X56.34
Por consiguiente, el valor de la coordenada del punto D
es: X56.34
5) Calculate the Z coordinate value of point E. 5) Calcule el valor de la coordenada Z del punto E.
Therefore, the coordinate values of point E are:
X59.8, Z−6.73
Por consiguiente, los valores de coordenadas del punto
E son: X59.8, Z−6.73
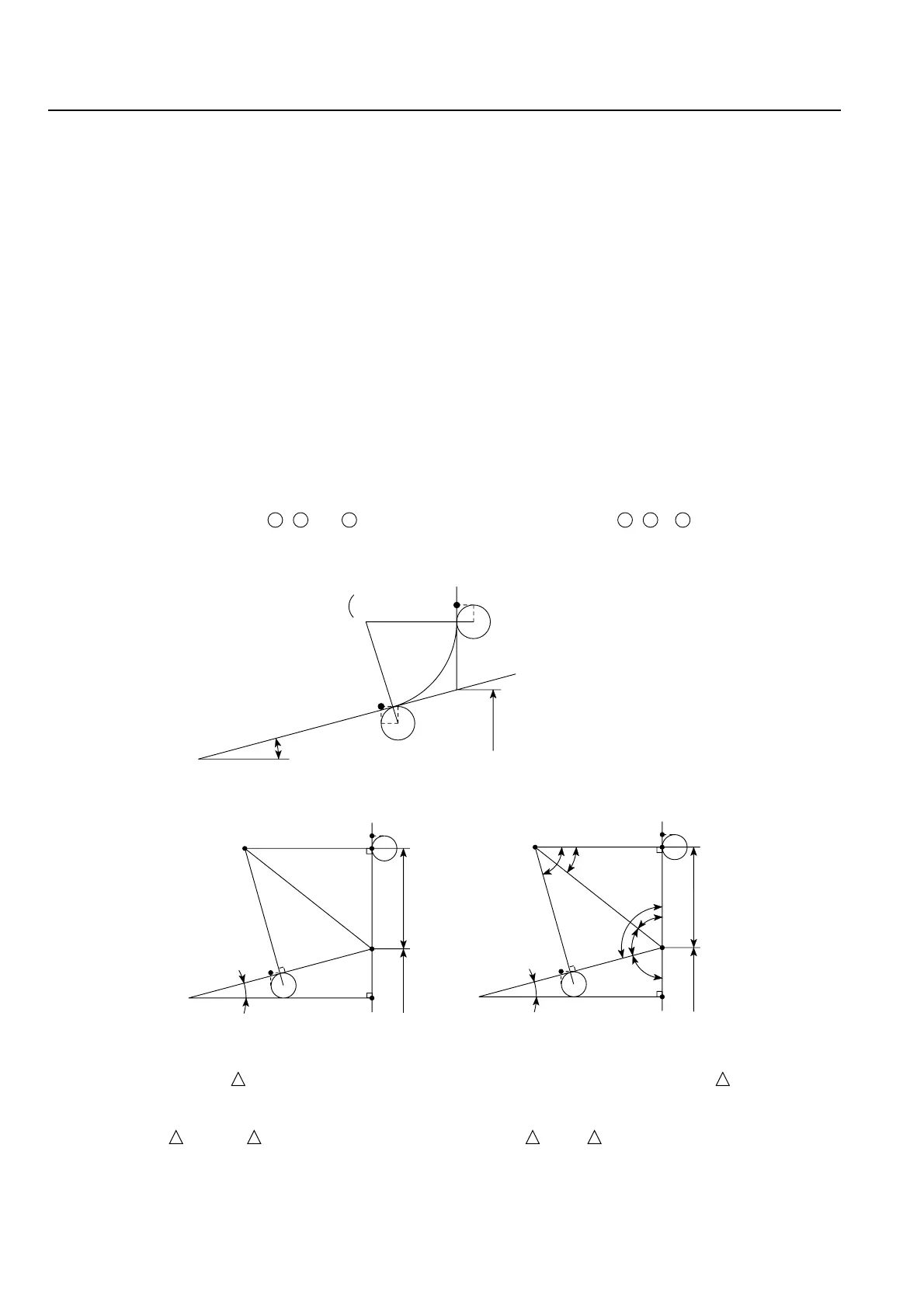
<I.D. Finishing>
The programmed points , and in the part
program are explained below.
<Acabado de D.I.>
Los puntos programados , y del programa de pieza
se explican a continuación.
1) Calculate the X coordinate value of the center of
arc R2.
1) Calcule el valor de la coordenada X del centro de un
arco R2.
a) Draw the line from the center O to point A.
Length H of side AB of a right angled
triangle ABO should be calculated. For
this calculation either ∠BOA or ∠BAO
must first be calculated.
b) ABO and ACO are congruent.
Therefore,
∠AOB = 37.5°
∠OAB = 52.5°
a) Trace la línea desde el centro O hasta el punto A.
Deberá calcularse la longitud H del lado AB de
un triángulo de ángulo recto ABO. Para
realizar este cálculo, primero habrá que calcular
∠BOA o ∠BAO.
b) ABO y ACO son congruentes.
Por consiguiente,
∠AOB = 37,5°
∠OAB = 52,5°
X= φD − 2 × (C + Xc)
= 59.8 − 2 × (1.5 + 0.23)
= 56.34
X= φD − 2 × (C + Xc)
= 59,8 − 2 × (1,5 + 0,23)
= 56,34
φD: Outside diameter φD : Diámetro externo
C: Chamfer size C : Tamaño del chaflán
Xc: Offset data, X-axis Xc : Datos de corrección del eje X
Z= −(5.0 + C + Zc)
= −(5.0 + 1.5 + 0.23) = −6.73
X = 59.8
Z= −(5,0 + C + Zc)
= −(5,0 + 1,5 + 0,23) = −6,73
X = 59,8
C: Chamfer size C : Tamaño del chaflán
Zc: Offset data, Z-axis Zc : Datos de corrección del eje Z
23 24 25 23 24 25
φ44
Rn0.4
F
R2
X
Z −2.0
G
15°
Center of Arc
Centro del arco
Rn: Tool Nose Radius
Rn: Radio de la nariz de
la herramienta
O
R2
B
H
A
44
D
C
15°
φ
O
37.5°
75°
105°
52.5°
75°
52.5°
R2
H
44
D
A
15°
C
B
φ
 Loading...
Loading...