2-350 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
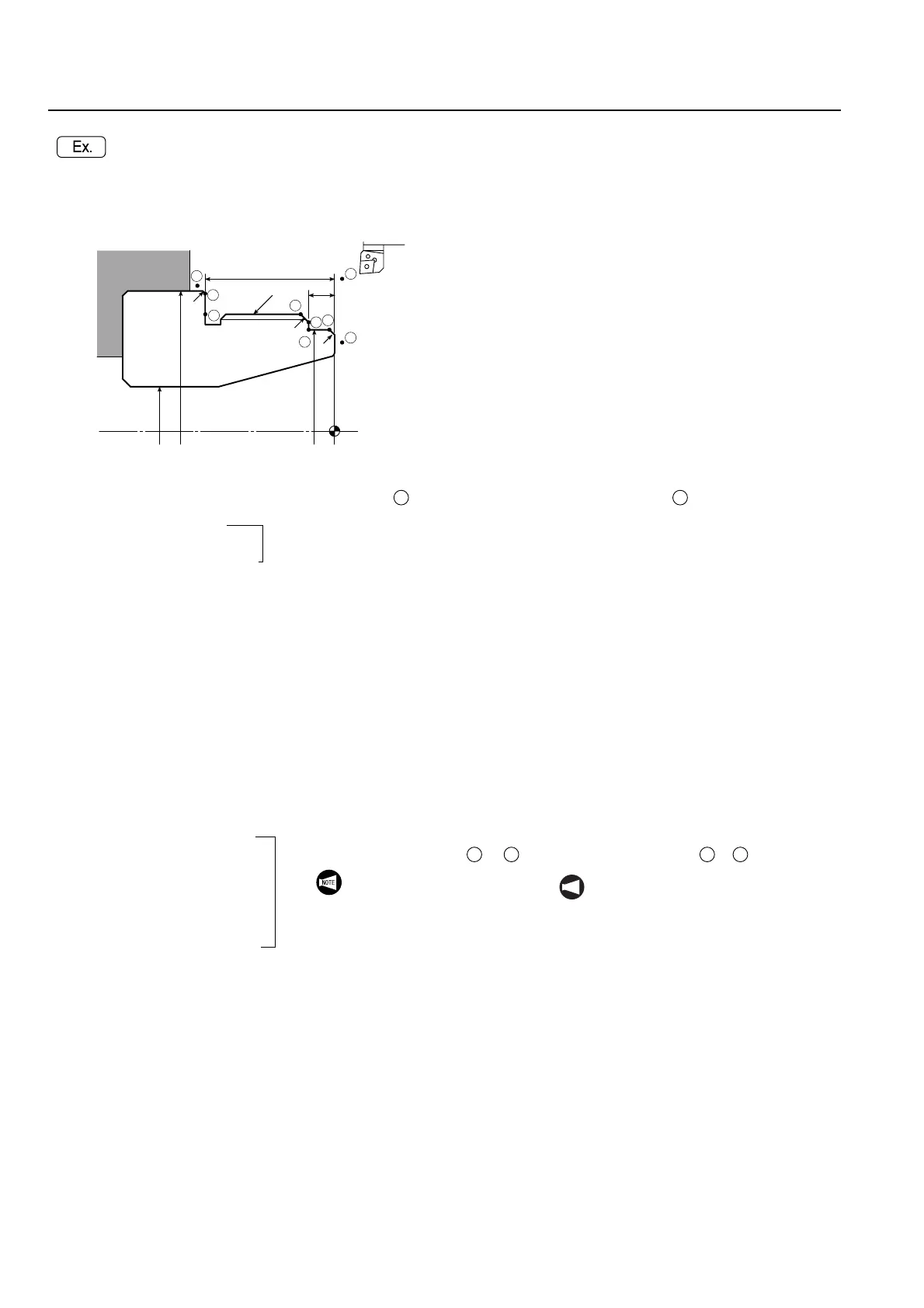
To finish the shape illustrated below by using the
G71 O.D./I.D. rough cutting cycle and the G70
finishing cycle (Nose radius of finishing tool:
0.4 mm)
Para acabar la forma indicada a continuación usando el
ciclo de corte en desbaste de D.E./D.I. G71 y el ciclo de
acabado G70 (Radio de la nariz de la herramienta de
acabado: 0,4 mm)
<G71>
C1
C1.5
5
25
M60 × P2
54
69
32
C0.5
φ
φ
φ
1
2
3
4
5
6
7
8
9
O1;
N1 (ROUGH. OF OUT);. . . Part program for rough cutting
G50 S1500; Programa de pieza para corte
en desbaste
G00 T0101;
G96 S120 M03;
X75.0 Z20.0 M08;
G01 Z0.1 F1.0;
X25.0 F0.25;
G00 X70.0 Z1.0; . . . . . . . . . .
Positioning at , the start point of the
O.D. rough cutting cycle (G71)
Posicionamiento en , el punto inicial del ciclo
de corte en desbaste de D.E. (G71)
G71 U2.0 R0.5; . . . .
G71 P100 Q200 U0.3
W0.1 F0.3;
Execution of the O.D. rough cutting
cycle (G71)
• U2.0 . . .Depth of cut:
2 mm (radius
designation)
• R0.5 . . .Relief amount: 0.5 mm
• P100 . .Sequence number of
the first block of the
finish shape defining
blocks: N100
• Q200 . .Sequence number of
the last block of the
finish shape defining
blocks: N200
• U0.3 . . .Finishing allowance in
the X-axis direction:
0.3 mm (in diameter)
• W0.1 . .Finishing allowance in
the Z-axis direction:
0.1 mm
• F0.3 . . .Feedrate: 0.3 mm/rev
Ejecución del ciclo de corte en desbaste de
D.E. (G71)
• U2.0 . . . Profundidad de corte:
2 mm (designación del radio)
• R0.5 . . . Cantidad de huelgo: 0,5 mm
• P100 . . . Número de secuencia del
primer bloque de la forma de
acabado que define los
bloques: N100
• Q200. . . Número de secuencia del
último bloque de la forma de
acabado que define los
bloques: N200
• U0.3 . . . Margen de acabado en la
dirección del eje X:
0,3 mm (en diámetro)
• W0.1 . . . Margen de acabado en la
dirección del eje Z: 0,1 mm
• F0.3 . . . Velocidad de avance
0,3 mm/rev
N100 G00 X49.54; . . .
G01 X54.0 Z−1.23 F0.15;
Z−5.0;
X56.34;
X59.8 Z−6.73;
Z−25.0;
X67.54;
N200 X70.0 Z−26.23;
The blocks from N100 to N200 define
the finish shape including to .
Los bloques de N100 a N200 definen la forma
de acabado, incluyendo a .
G00 X200.0 Z150.0;
M01;
1 1
2 9
1. The command values in
these blocks are deter-
mined taking into con-
sideration the tool nose
radius (0.4 mm) of the
finishing tool.
2. The feedrate command
"F0.15" specified in
these blocks is ignored
for rough cutting cycle.
Feedrate during rough
cutting cycle is F0.3
(0.3 mm/rev).
2 9
NOT A
1. Los valores de instrucción de
estos bloques se determinarán
teniendo en consideración el
radio de la nariz de la herra-
mienta (0,4 mm) de la herra-
mienta de acabado.
2. La instrucción de velocidad de
avance "F0.15" especificada en
estos bloques se ignorará para el
ciclo de corte en desbaste. La
velocidad de avance durante el
ciclo de corte en desbaste será
F0.3 (0,3 mm/rev).
 Loading...
Loading...