2-369MACHINE OPERATIONS OPERACIONES DE MECANIZADO
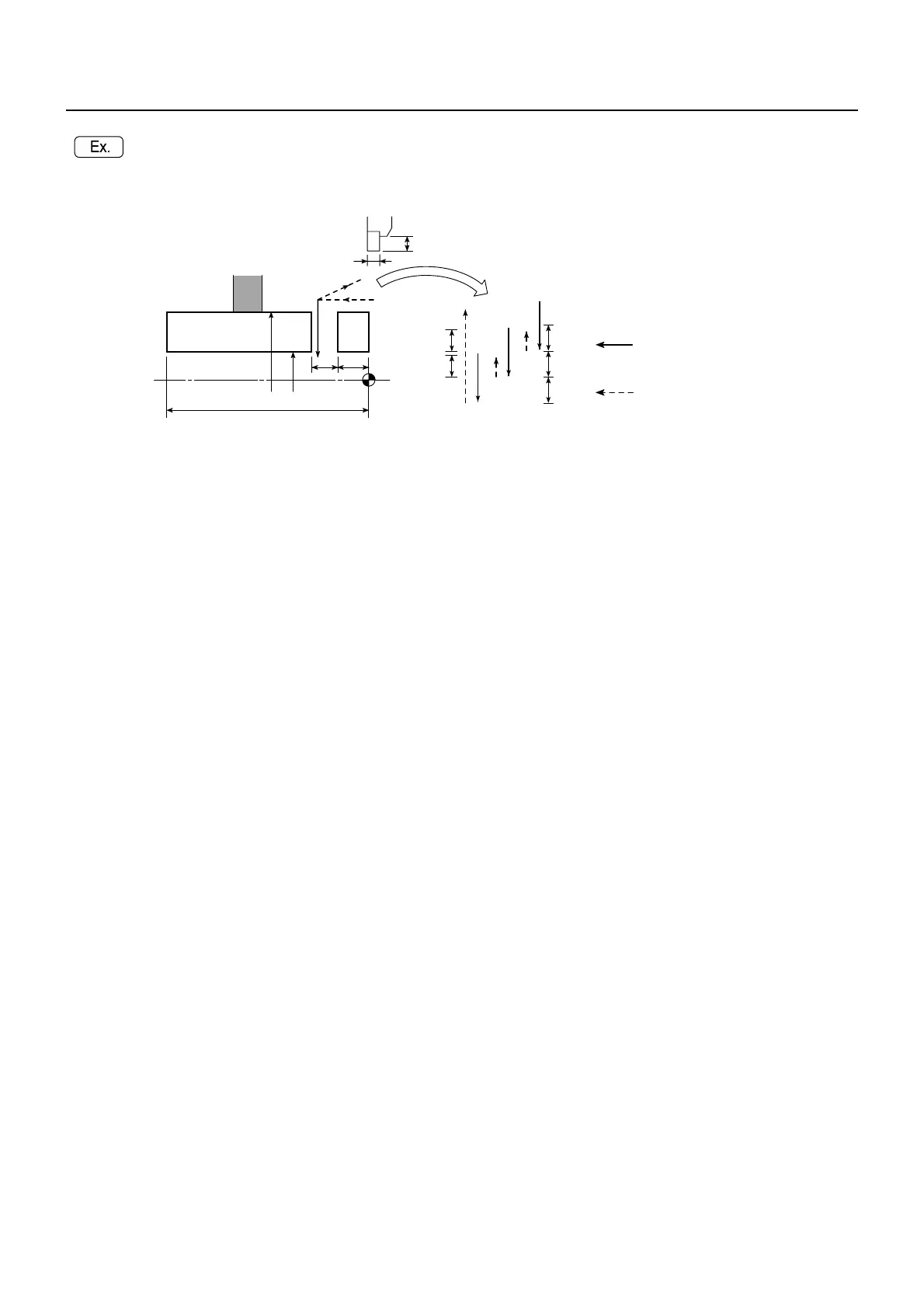
To create a program using the G75 cut-off cycle
(hollow-body item)
Para crear un programa usando el ciclo de tronzado G75
(elemento de cuerpo hueco)
O1;
N1;
G50 S1500;
G00 T0101;
G96 S100 M03;
X65.0 Z20.0 M08;
G01 Z−16.0 F1.0; . . . . . . . Positioning at the start point (X65.0,
Z−16.0) for the cut-off cycle (G75)
Posicionamiento en el punto inicial (X65.0,
Z−16.0) para el ciclo de tronzado (G75)
G75 R0.1; . . . . . . . . . . . . . Setting of the parameter used for the
cut-off cycle (G75)
• R0.1 . . . . Return amount in
intermittent feed:
0.1
Ajuste del parámetro empleado para el ciclo de
tronzado (G75)
• R0.1 . . . . Cantidad de retroceso en
avance intermitente: 0,1
G75 X20.0 P3.0 F0.15; . . . Execution of the cut-off cycle (G75)
• X20.0 . . . Bottom of cutting in
the X-axis direction
• P3.0 . . . . Infeed amount per
intermittent infeed
operation in the X-
axis direction: 3 mm
• F0.15 . . . . Feedrate:
0.15 mm/rev
At the completion of the cycle,
the cutting tool returns to the
start point of the cycle (X65.0,
Z−16.0), at a rapid traverse
rate.
Ejecución del ciclo de tronzado (G75)
• X20.0. . . . Fondo del corte en la dirección
del eje X
• P3.0 . . . . Cantidad de avance por
operación de avance
intermitente en la dirección del
eje X: 3 mm
• F0.15 . . . Velocidad de avance:
0,15 mm/rev
Una vez finalizado el ciclo, la
herramienta de corte regresa al punto de
inicio del ciclo (X65.0, Z−16.0) a
velocidad de avance rápido.
G00 X200.0 Z150.0;
M01;
φ60
φ25
12
100
R(1)
R(1)
4
3(P)
3(P)
3(P)
4
18
Rapid Traverse
Avance rápido
Intermittent Feed
Avance intermitente
 Loading...
Loading...