2-432 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
4) Determine the tools to be used.
Rough cutting - O.D. and facing (Tool nose
radius: 0.8 mm)
Turret head station No.: 1
4) Determine las herramientas que desee utilizar.
Corte en desbaste - D.E. y refrentado
(Radio de la nariz de la herramienta: 0,8 mm)
N° de estación del cabezal de torreta: 1
Finishing - O.D. and facing (Tool nose radius:
0.8 mm)
Turret head station No.: 2
Acabado - D.E. y refrentado (Radio de la nariz de la
herramienta: 0,8 mm)
N° de estación del cabezal de torreta: 2
5) Determine the finishing conditions (cutting
speeds, feedrates), and create the part program
for finishing. (Tool nose radius: 0)
5) Determine las condiciones de acabado (velocidades de
corte, velocidades de avance) y cree el programa de
pieza para el acabado. (Radio del nariz de la
herramienta: 0)
N2;
G50 S2000; . . . . . . . . . . . . Setting the spindle speed limit for
automatic operation at 2000 min
−1
Ajuste del límite de velocidad del husillo para el
funcionamiento automático a 2000 min
−1
.
G00 T0202; . . . . . . . . . . . . Rotating the turret to index No. 2 tool Giro de la torreta para indexar la herramienta
N°2.
G96 S180 M03; . . . . . . . . . Starting the spindle or spindle 1 in the
normal direction at the cutting speed of
180 m/min
Al iniciar el husillo o el husillo 1 en dirección
normal a una velocidad de corte de 180 m/min
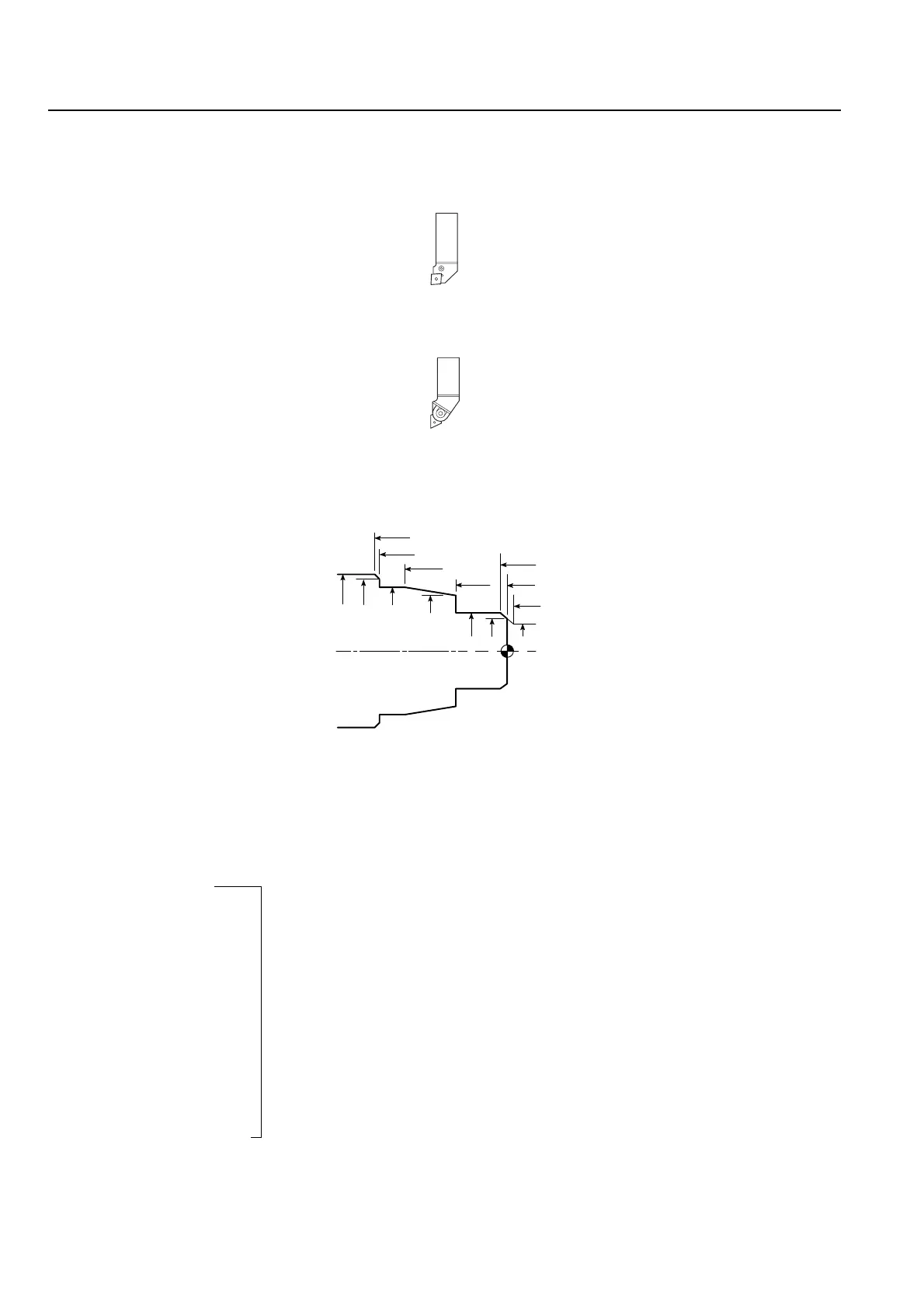
X34.0 Z20.0; . . . Program for finishing
• Feedrate for facing:
0.15 mm/rev
• Feedrate for O.D. cutting:
0.2 mm/rev
Programa para acabado
• Velocidad de avance para el refrentado:
0,15 mm/rev
• Velocidad de avance para el corte del
D.E.: 0,2 mm/rev
G01 Z0 F1.0;
X0 F0.15;
G00 X26.0 Z1.0;
G01 X30.0 Z−1.0 F0.2;
Z−20.0;
X44.0;
X50.0 Z−40.0;
Z−50.0;
X58.0;
X62.0 Z−52.0;
G00 U1.0 Z20.0 M09;
X100.0 Z100.0 M05; . . . . . Moving to a position where the turret
head can be rotated; the spindle stops.
Movimiento hacia una posición donde puede
girarse el cabezal de la torreta; el husillo se
detiene.
M30;
X60.0
X58.0
X50.0
X44.0
X30.0
X28.0
X26.0
Z−51.0
Z−50.0
Z−40.0
Z
−20.0
Z−1.0
Z0
Z1.0
X0
 Loading...
Loading...