2-640 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
6) Using the manual pulse generator, move the
X-axis the travel amount shown in the table
below to align the boring bar holder and spindle
rotation centerlines.
6) Sirviéndose del generador manual de impulsos,
desplace el eje X la cantidad de avance que se muestra
en el siguiente gráfico para alinear el soporte de la barra
de mandrinar y las líneas centrales de rotación del
husillo.
7) Using the manual pulse generator, bring the lever
type dial test indicators stylus into contact with
the internal diameter surface of the holder and
set the scale to "0".
7) Ponga en contacto la aguja del indicador de prueba
mediante un calibrador de dial con la superficie del
diámetro interno del soporte mediante la utilización del
generador manual de impulsos y configure la escala a
"0".
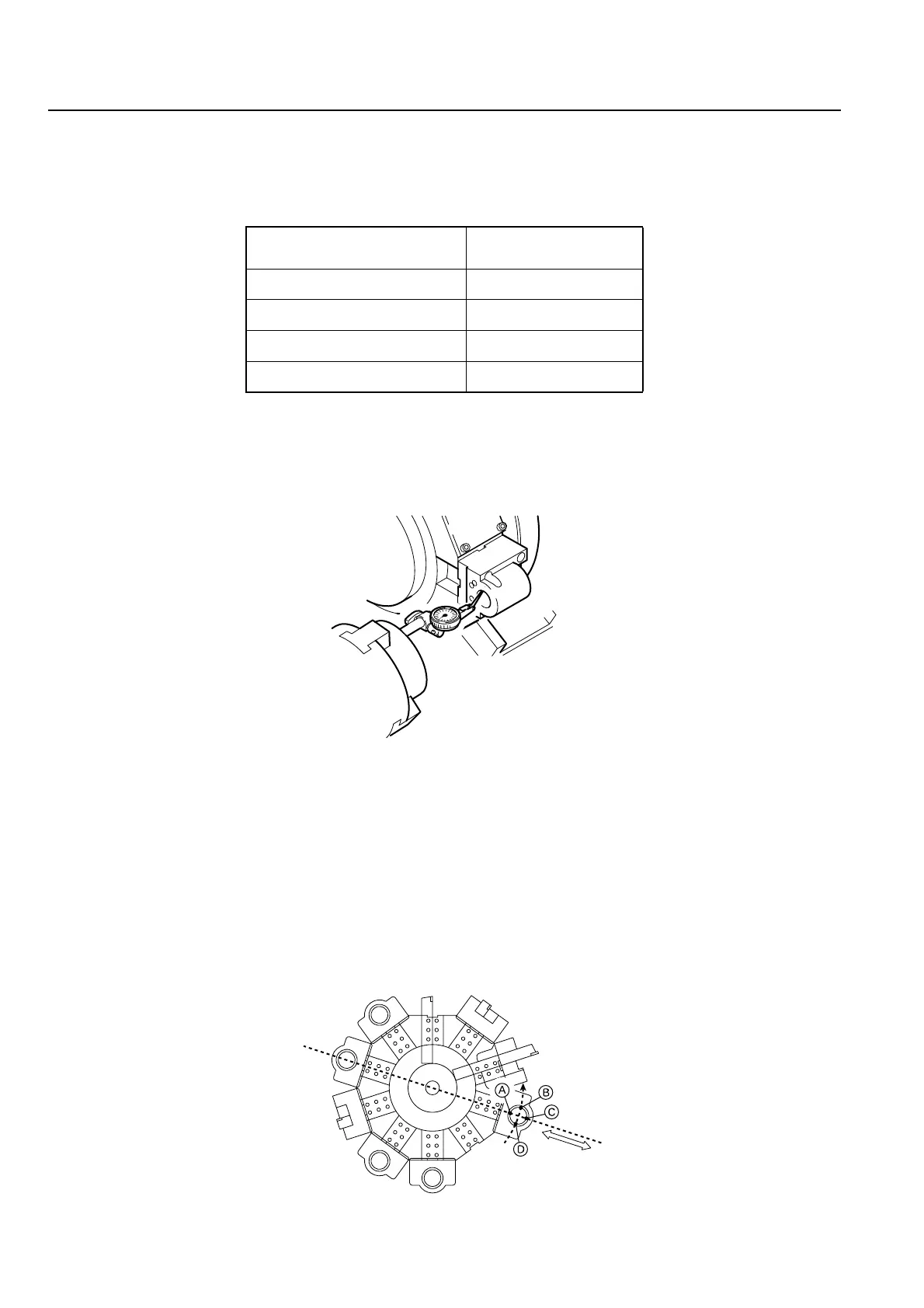
8) Turn the spindle a single rotation by hand and
confirm the center-height deviation according to
the following procedure.
a) Move the X-axis until both points A and C
in the diagram on the left show the same
value on the lever type dial test indicators.
b) Perform measurements at points B and D.
Half the difference in the values recorded
at B and D is the center-height deviation.
8) Haga girar el husillo manualmente una única vez y
compruebe la desviación de la altura del centro
siguiendo el procedimiento que se expone a
continuación.
a) Desplace el eje X hasta que ambos puntos A y C
del diagrama de la izquierda muestren el mismo
valor en los indicadores de dial con aguja
indicadora.
b) Realice las mediciones de los puntos B y D.
La mitad de la diferencia entre los valores
registrados en B y D corresponde a la desviación
de la altura del centro.
9) Turn OFF the main power. 9) DESCONECTE la alimentación principal.
Model
Modelo
Travel Distance
Cantidad de avance
NL1500 208
NL2000 208
NL2500 208
NL3000 240
−X Direction
−Dirección X
+X Direction
Dirección +X
 Loading...
Loading...