2-117MACHINE OPERATIONS OPERACIONES DE MECANIZADO
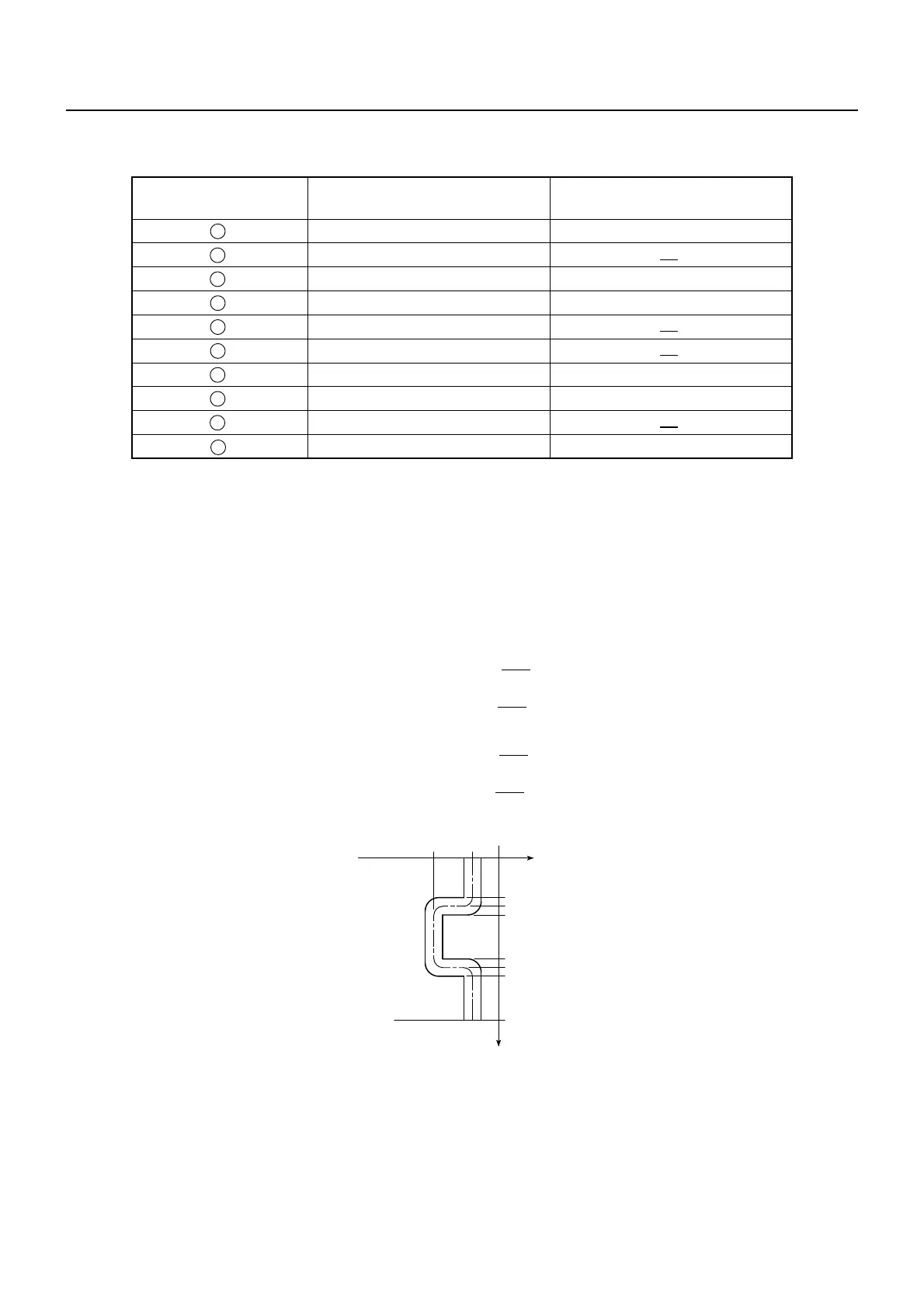
Command values of points 1 to 10 in Fig. 4 are indi-
cated below.
A continuación se indican los valores de instrucción de los
puntos 1 a 10 de la Fig. 4.
It is possible to create a program if values C1 to C4
are known.
The radius of corners in the tool path is 4.0 mm.
First obtain the values C1 to C4 in "mm" before
obtaining them in angles "°".
For this calculation, A (100°) and B (200°) should be
converted into "mm".
Circumference of the workpiece:
φ100 × π = 314.1593 (mm)
This means 314.1593 (mm) corresponds to 360°.
Se podrá crear un programa si se conocen los valores C1 a
C4.
El radio de las esquinas de la trayectoria de herramienta es
4,0 mm.
En primer lugar, obtenga los valores C1 a C4 en "mm" antes
de obtenerlos en ángulos "°".
Para realizar este cálculo, A (100°) y B (200°) deberán con-
vertirse en "mm".
Circunferencia de la pieza:
φ100 × π = 314,1593 (mm)
Esto significa que 314,1593 (mm) se corresponde con 360°.
Command Point
Punto de instrucción
Z (mm) C (°)
−10 0
−10 C1
−14 100
−36 100
−40 C2
−40 C3
−36 200
−14 200
−10 C4
−10 360
1
2
3
4
5
6
7
8
9
10
A (100°): 314.1593 × = 87.266 (mm)
B (200°): 314.1593 × = 174.533 (mm)
100
360
200
360
A (100°): 314,1593 × = 87,266 (mm)
B (200°): 314,1593 × = 174,533 (mm)
100
360
200
360
0
−10
−40
C1
87.266
C2
C3
174.533
C4
314.1593
Fig. 5
Fig. 5
Z-Axis (mm)
Eje Z (mm)
C-Axis (mm)
Eje C (mm)
 Loading...
Loading...