1/05
10-135
DocuColor 12/DCCS50
Overview, The Fusing Process
Principles of Operation
Reissue
Overview
The Fuser bonds the toner to the copy material (paper or transparency) by applying heat and
pressure to the toner and copy material.
Functions of the Fuser Subassembly
This Fuser chapter will describe the following functions:
• The Fusing Process
• Mechanical Drives
• Copy Tr
ans
port and Sensors
• Temperature Control and Power Usage
• Camming of R
ollers
• Fuser Release Agent
• Web Cleaning of the Heat Roll
• C
opy Exit
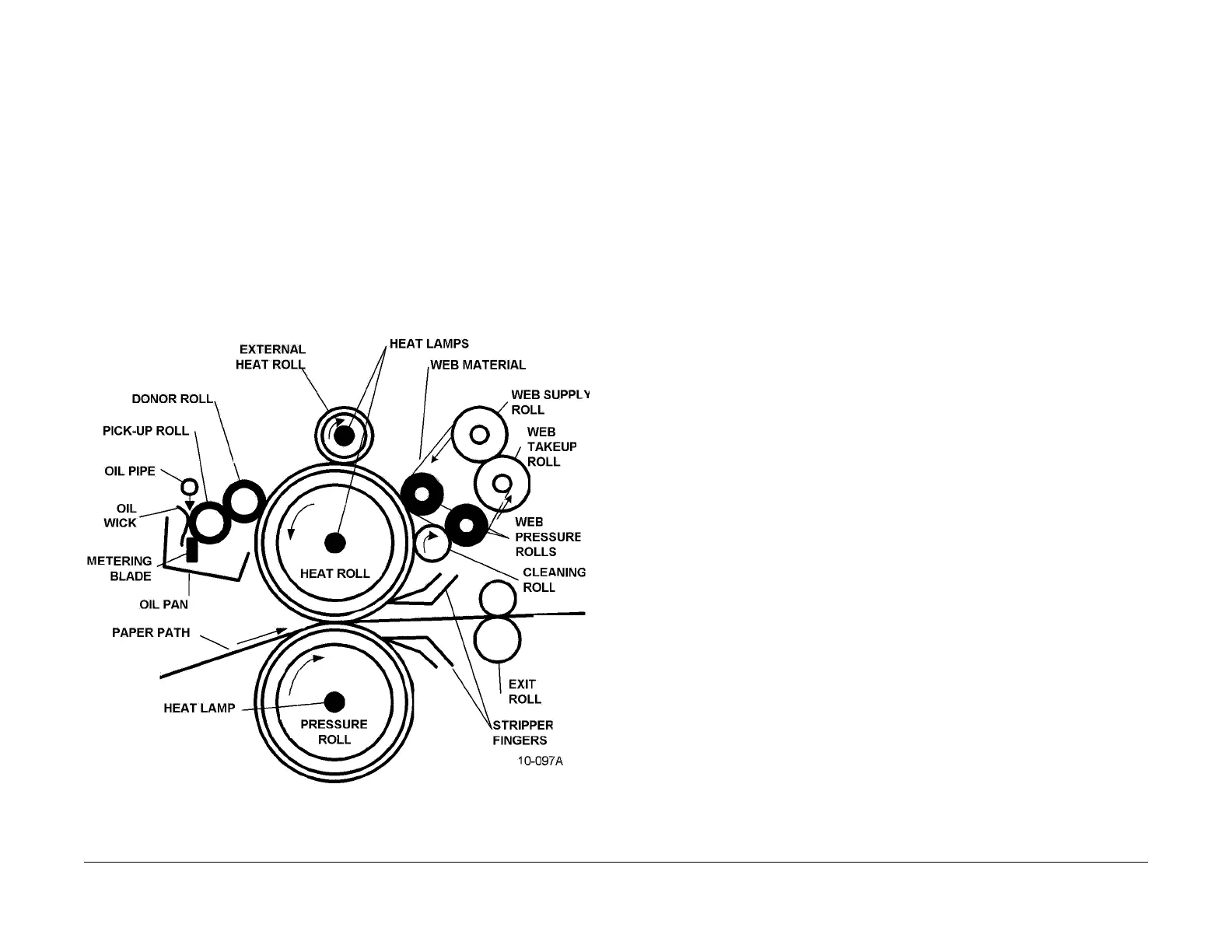
Figure 1 Fuser Cross Section View
The Fusing Process
The copy with the unfused toner is transported from the Intermediate Belt Transport (IBT) by
the Vacuum Transport. The Vacuum Transport moves the copy to the Inlet Chute where the
lead edge of the copy is guided into the nip of the Fuser. The Pressure Roll is cammed up into
the Heat Roll to create a nip or a Contact Arc between the two rollers. This Contact Arc serves
two functions:
• Creates a relatively large roller contact area (
about
10.3 mm) in which to apply heat and
pressure to the copy for the fusing process.
• Directs the lead edge of the copy down to assist in releasing it from the Heat Roll.
Both the Heat Roll and Pressure Roll apply heat and pressure to the copy. This action fuses the
toner i
nto the paper. The Heat Roll and Pressure Roll are heated from the inside by their own
Quartz Lamp. There is also a metal External Heat Roll that is heated internally by a Quartz
Lamp. The External Heat Roll cams into contact with the top of the Heat Roll to help maintain a
consistent surface temperature on the Heat Roll.
This machine can handle a wide variety of paper weights and material types. The different
mat
erials a
nd weights often require different dwell times in the Fuser Contact Arc to correctly
fuse the toner to the various materials. To achieve these different dwell times, three different
transport speeds are used in the Fuser. The three Fuser transports speeds are:
• 220 mm
per seco
nd (nominal) - Normal Paper Mode providing normal fusing speed for
copy weights up to 105 gsm (28 lb bond). B/W, B/W Transparencies and all Color. Note,
this speed equals approximately 1 revolution per second of the Heat and Pressure Rolls.
• 130 mm per
second (
nominal) - Heavy Weight Paper Mode providing slower fusing
speed for copy weights of 106 - 163 gsm (28 lb - 90 lb index), plus other special materials.
Both B/W and Color. Note, this speed equals approximately 1 revolution per 2 seconds of
the Heat and Pressure Rolls.
• 60 mm p
er secon
d (nominal) - Extra Heavy Weight Paper Mode providing the slowest
fusing speed for copy weights of 164 - 250 gsm (>90 lb - 140 lb index or 90 lb cover), Both
B/W and Color, plus Color Transparency. Note: this speed equals approximately 1 revolu-
tion per 3 seconds of the Heat and Pressure Rolls.
Contact Arc
The Pressure Roll is raised into the Heat Roll to form the Contact Arc. The outer core of both
rolls are covered with silicon rubber. Because the Heat Roll rubber layer is thicker (3 mm) than
the Pressure Roll (2 mm), the Pressure Roll sinks into the Heat Roll. This forms a Contact Arc
(a Heat Roll indentation) that curves away from the Heat Roll. When the copy leaves the Fuser
nip, the copy curls towards the Pressure Roll because the Contact Arc is curved in that direc-
tion. This paper curl towards the Pressure Roll helps strip the fused copy from the Heat Roll.
The size of the Contact Arc (nip widths of 9.8 mm at the center and 10.3 mm at the ends) pro-
vides a relatively large surface area for fusing. T
his
increased surface area enables for a faster
copy transport speed.
The width of the Contact Arc is critical for proper f
using. When the Contact Arc is too narrow,
there is not enough heat and pressure applied to the copy for fusing to occur, and there is a
tendency for the copies to wrap around the Heat Roller. A Contact Arc that is too wide results in
excessive fusing and a tendency for the copy to wrap around the Pressure Roll, creating a
paper jam.
 Loading...
Loading...